
Introduction
Fuel costs, driver availability, and equipment wear make truck-heavy haulage one of the biggest operational drains in modern mining. Yet most open pits and underground mines still move thousands of tons of material per hour across terrain that trucks were never designed to handle continuously. According to the International Energy Agency, material handling accounts for a significant share of total mining energy expenditure — and conveyor systems consistently deliver lower cost-per-ton than diesel haulage fleets at scale.
Conveyor belts have become the backbone of mining logistics for that reason. They provide continuous, high-capacity transport that reduces fuel consumption, lowers labor dependency, and keeps throughput steady regardless of shift changes or traffic bottlenecks.
This article examines what conveyor belts do in mining, the specialized types available, key performance demands, surface versus underground applications, and how to select the right belt for your operation.
Key Takeaways
- Mining conveyor belts transport ore, coal, and rock continuously from extraction points to processing facilities
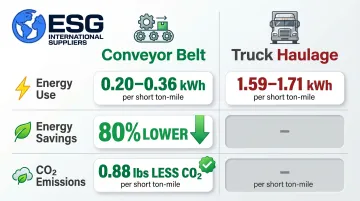
- Conveyors reduce energy consumption by 80% compared to truck haulage, directly lowering operational costs
- Specialized belts handle extreme conditions: abrasion, heat up to 400°C, fire risk in underground coal mines
- Modern systems integrate IoT monitoring and gearless drives for maximum uptime and efficiency
- Right belt selection depends on material characteristics, operating environment, and total cost of ownership
What Is a Conveyor Belt in the Mining Industry?
A mining conveyor belt is a continuous loop system—typically constructed from rubber, fabric plies, or steel-cord reinforcement—that transports bulk materials such as ore, coal, rock, and aggregates from extraction points to processing facilities, storage yards, or transport hubs. Unlike general industrial conveyors, mining belts are engineered to handle punishing conditions: heavy loads exceeding 10,000 tons per hour, highly abrasive materials, temperature extremes, and continuous operation over distances that can stretch for miles.
Standard industrial belts handle lighter, uniform loads in controlled environments. Mining belts face a different category of demands entirely:
- Absorb sharp rock impacts at loading zones without tearing or delaminating
- Resist abrasion from jagged ore and aggregate materials
- Operate reliably across temperatures ranging from sub-zero cold to 400°C heat
- Maintain structural integrity under moisture, chemicals, and explosive atmospheres in underground coal operations
Scale defines mining conveyor systems. Large operations deploy single-flight overland conveyors spanning up to 26.8 kilometers, handling capacities that reach 19,200 tons per hour. At that scale, conveyor infrastructure directly determines a mine's operational efficiency and long-term profitability.
Key Functions of Conveyor Belts in Mining Operations
Continuous Material Flow and Throughput
Conveyor belts enable uninterrupted material transport from pit or shaft to downstream processing. Unlike trucks that require loading cycles, repositioning, and refueling stops, belts maintain constant flow. Modern mining conveyor systems handle between 2,400 and 19,200 tons per hour depending on belt width and speed. Vale's S11D operation in Brazil deployed a 2,200mm-wide conveyor moving 19,200 t/h across a 9.5 km system—throughput that would require a fleet of over 100 haul trucks operating simultaneously.
Cost Efficiency vs. Truck Haulage
That throughput advantage compounds into significant cost savings over time. Upfront capital costs for conveyor systems are substantial, but comparative analysis shows conveyor systems achieve 41% lower operating costs than conventional designs and far outperform truck fleets on a per-ton basis. Trucks require constant fuel, maintenance, tire replacement, and operator wages. Conveyors require minimal supervision once commissioned, with maintenance costs that are predictable and easy to budget across multi-year operations.
Energy Efficiency and Environmental Impact
Lower operating costs tie directly to energy consumption — and here the gap between conveyors and trucks is stark. Conveyors consume just 0.20 to 0.36 kWh per short ton-mile compared to trucking's 1.59 to 1.71 kWh per short ton-mile, an 80% reduction in energy use. The difference amounts to 0.88 lbs less CO2 per short ton-mile — a figure that compounds into millions of tons of avoided emissions at scale. For operations under pressure to meet decarbonization targets, that's a material advantage beyond cost alone.
Terrain Navigation and Infrastructure Flexibility
Engineered conveyor systems navigate inclined, declined, and curved paths without requiring extensive road infrastructure. Open-pit conveyors lift material from depths exceeding 950 meters vertically, as demonstrated at Chuquicamata underground mine in Chile, where an 11,000 t/h system climbs through 6.4 km of underground routing. Curved horizontal sections route around natural obstacles, eliminating the need for costly earthworks or additional transfer stations.
Spillage and Dust Control
Modern conveyor systems incorporate skirting, enclosures, and dust suppression equipment that minimize material loss and airborne particulate. Industry estimates put conveyor spillage losses at 0.5–3% of total throughput without proper control measures — a significant drain on revenue at high-volume operations. Controlling spillage protects worker health, keeps sites compliant with environmental standards, and ensures the tons mined are the tons processed.
Types of Conveyor Belts Used in Mining
Abrasion and Impact-Resistant Belts
Primary extraction points and crusher feeds subject belts to constant abuse from sharp, heavy rock. Abrasion-resistant belts feature multi-ply rubber covers engineered to withstand continuous wear. Impact-resistant designs add reinforced layers at loading zones where material drops onto the belt, preventing punctures and tears that would otherwise cause belt failure and costly downtime.
Heat-Resistant Belts
Operations conveying hot materials—freshly processed ore, materials near smelting areas, or high-temperature processing streams—require heat-resistant construction. ISO 4195 classifies heat resistance into Class 1 (100°C), Class 2 (125°C), and Class 3 (150°C). Premium compounds exceed these standards: specialized heat-resistant belts handle continuous temperatures up to 200°C with peak tolerance reaching 400°C.
Flame-Retardant and Anti-Static Belts
Underground coal mines present extreme fire and explosion risk from methane gas and coal dust. Belts operating in these environments must meet MSHA 30 CFR Part 14 flame-resistance standards, ensuring they self-extinguish and won't propagate flames. Anti-static properties allow static electricity to dissipate through the conveyor structure rather than sparking in explosive atmospheres.
Oil and Chemical-Resistant Belts
Materials contaminated with grease, hydraulic fluids, or subjected to chemical leaching processes require specialized cover compounds. Oil-resistant belts prevent rubber degradation from petroleum exposure, often paired with heat-resistant compounds for dual-environment applications.
Sidewall (Corrugated) Conveyor Belts
Conventional smooth belts are limited to inclines between 10° and 20° depending on material characteristics. Corrugated sidewall belts handle fully vertical angles up to 90°, making them essential for confined underground shafts or compact surface installations where horizontal space is limited.
Steel-Cord Belts
Long-distance overland conveyors and deep underground systems demand extreme tensile strength that fabric-ply construction can't provide. Steel-cord belts—with ratings reaching ST-10000 (10,000 N/mm width)—minimize the number of splices required over multi-kilometer runs and handle the massive tension loads generated by elevation changes and heavy material loads.
The table below summarizes each belt type's primary use case and key performance characteristic:
| Belt Type | Primary Application | Key Strength |
|---|---|---|
| Abrasion & Impact-Resistant | Crusher feeds, extraction points | Multi-ply rubber covers resist wear and puncture |
| Heat-Resistant | Hot ore, smelting-adjacent conveyors | Continuous rating up to 200°C |
| Flame-Retardant / Anti-Static | Underground coal mines | MSHA-compliant self-extinguishing construction |
| Oil & Chemical-Resistant | Petroleum-contaminated or leached materials | Prevents rubber degradation from fluid exposure |
| Sidewall (Corrugated) | Vertical/steep incline installations | Handles angles up to 90° |
| Steel-Cord | Long-distance overland and deep shaft systems | Tensile ratings up to ST-10000 (10,000 N/mm) |

Surface Mining vs. Underground Mining Applications
Surface (Open-Pit) Mining
Surface conveyor systems move overburden and extracted ore across long horizontal distances, often several miles, from the mine face to crushers or rail loading points. These installations benefit from easier access for maintenance, flexibility in layout design, and the ability to accommodate larger belt widths and higher speeds. Open-pit operations can deploy massive single-flight systems like the 20.3 km Curragh North CV1103 in Australia, handling 2,500 t/h with minimal transfer points.
Underground Mining Applications
Underground systems navigate confined tunnels, tight curves, and steep inclines while operating in dusty, humid, and sometimes gas-prone environments. Design requirements differ significantly:
- Flame-resistant construction meeting regulatory standards
- Compact profile to fit within tunnel dimensions
- Enhanced monitoring for early fault detection in inaccessible areas
- Fire suppression integration for rapid emergency response
As open-pit mines reach dimensional limits, operations extend underground. This drives demand for longer single-flight underground conveyors with advanced drive systems that reduce the number of transfer points. Each transfer point requires excavation and dedicated infrastructure, adding maintenance complexity that operators work to minimize.
Crushing and Screening Facilities
Once materials leave the mine face, they pass through crushing and screening stages before final processing — and conveyor belts in these areas take the hardest punishment in the entire system. Selecting the right belt here means matching it to three specific factors:
- Material hardness and sharpness, which determine abrasion resistance requirements
- Particle size, which dictates impact rating and cover thickness
- Throughput rate, which must align with the crushing equipment's output capacity
Mismatches on any of these points accelerate belt wear and drive up replacement costs.
Safety Features, Automation, and Modern Trends
Real-Time Monitoring and Predictive Maintenance
Modern mining conveyors integrate sensor networks that track belt alignment, tension, speed, temperature, and wear patterns. Systems like Continental's Conti MultiProtect use magnetized rip detection inserts and RFID chips to identify longitudinal tears and monitor splice integrity in real time — giving operators the window to halt the belt before catastrophic failure.
Predictive maintenance platforms take this a step further, analyzing sensor data to forecast component failures before they happen. The result: automated maintenance scheduling, fewer unplanned shutdowns, and maximized uptime across the entire conveyor system.
Worker Safety Improvements
Automating material handling keeps workers out of the most hazardous areas on site. The direct safety benefits include:
- Reduced exposure in underground environments with limited visibility and ventilation
- Fewer personnel near heavy equipment and active truck collision zones
- Lower injury and fatality rates without sacrificing throughput
These gains also free crews to focus on higher-value tasks, which is part of what's driving demand for more capable conveyor technology underground.
Gearless Drive Systems and Extended Underground Conveyors
The industry is shifting toward longer underground conveyor installations as mines deepen. Gearless conveyor drives (GCDs) eliminate traditional gearboxes, using direct-drive synchronous motors rated up to 5.5 MW. Without a gearbox in the drivetrain, mechanical wear parts drop significantly and maintenance requirements fall with them. System efficiency improves by 3-4% — a meaningful margin at the scale these installations operate. Chuquicamata's underground system deployed eleven 5-MW gearless motors to power a 6.4 km conveyor climbing 950 meters vertically—a configuration that would have been impractical with conventional geared drives.

How to Choose the Right Mining Conveyor Belt
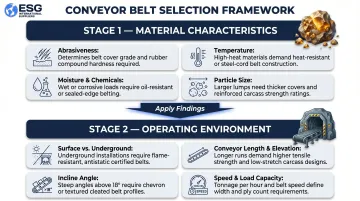
Match Belt Type to Material Characteristics
Selection begins with understanding the conveyed material:
- Abrasiveness: Sharp, angular rock requires reinforced abrasion-resistant covers
- Temperature: Hot materials demand heat-resistant compounds rated for actual operating temperatures
- Moisture and chemicals: Wet or chemically active materials need specialized cover grades
- Particle size and weight: Large, heavy rocks require impact-resistant construction at loading zones
Account for Operating Environment and System Design
Consider these parameters:
- Surface vs. underground: Underground requires flame retardancy and compact design
- Conveyor length and elevation change: Drives belt strength requirements (fabric-ply vs. steel-cord)
- Incline angle: Steep angles may require sidewall or cleated designs
- Speed and load capacity: Determines belt width, carcass strength, and drive power
Evaluate Total Cost of Ownership
A cheaper belt that wears out in two years costs more over its operational life than a purpose-built belt lasting ten years. Heavy-duty mining belts typically last 3 to 10 years under normal conditions, with optimized systems exceeding 15-20 years. Calculate ROI based on expected service life, maintenance frequency, splice costs, and downtime impact—not just purchase price.
Work with a Knowledgeable Industrial Supplier
The right supplier does more than fill a purchase order — they help you avoid costly specification mismatches before equipment ships. When evaluating suppliers, look for:
- Direct access to manufacturer-grade inventory across belt types (high torque drive, timing, modular, V-belt)
- Demonstrated familiarity with underground vs. surface application requirements
- Ability to source to specification, not just what's in stock
ESG International Suppliers sources industrial conveyor belts for mining operators across North and South America, matching belt specifications to the material, environment, and system design requirements of each operation.
Frequently Asked Questions
What is a conveyor belt in the mining industry?
A mining conveyor belt is a continuous loop system transporting bulk materials—ore, coal, rock, and minerals—from extraction points to processing or shipping areas. It forms a core component of mining infrastructure, replacing or supplementing truck haulage for continuous, high-volume material flow.
What type of conveyor belt is used in mining?
Common types include abrasion/impact-resistant (primary extraction), heat-resistant (high-temperature materials), flame-retardant/anti-static (underground coal), oil-resistant (contaminated environments), sidewall (steep inclines), and steel-cord (long-distance, high-tension runs). The right choice depends on material type, operating environment, and system design.
What are the main advantages of using conveyor belts over trucks in mining?
Conveyors provide continuous operation without refueling cycles, reduce long-term operational costs by 41% or more, consume 80% less energy per ton transported, generate 83% fewer CO2 emissions, and reduce personnel exposure in hazardous areas—all while handling higher throughput rates than truck fleets.
Can conveyor belts be used in underground mining?
Yes, underground mining conveyors are widely deployed but require flame-retardant construction meeting MSHA or international safety standards, compact design for confined tunnels, and robust monitoring systems. Industry trends favor longer underground installations as mines extend deeper, with single-flight systems now exceeding 6 km in length.
How long do mining conveyor belts typically last?
Lifespan depends on material abrasiveness, operating conditions, maintenance practices, and belt quality. Heavy-duty mining belts typically last 3 to 10 years, though optimized systems with premium compounds and proper maintenance can exceed 15-20 years.