Introduction
In high-pressure industrial systems — from oil refineries to power plants — a single wrong valve specification can mean catastrophic equipment failure, unplanned downtime, or a safety incident. The U.S. Chemical Safety Board (CSB) documented that improperly configured pressure relief systems contributed to 19 deaths and 207 injuries across four major incidents — including the 2005 BP Texas City explosion. The financial stakes are equally serious: equipment failures cost industrial facilities between $10,000 and $500,000 per hour in unplanned downtime.
Safety valves and relief valves both protect against overpressure — but they are not interchangeable. They differ fundamentally in how they open, what media they handle, and where they belong in a system. This guide covers:
- How each valve opens and responds to pressure
- The media types each is designed for (gas vs. liquid)
- Key installation and code compliance differences
- How to choose the right valve for your application
Key Takeaways
- Safety valves open suddenly and fully ("pop action") at set pressure, serving as emergency devices for steam, gas, and boiler systems
- Relief valves open gradually and proportionally as pressure rises for controlled pressure management in hydraulic, liquid, and process systems
- Key differences: opening behavior (instant vs. proportional), media type (gas/steam vs. liquids), and function (emergency vs. operational)
- Both are classified as pressure relief valves (PRVs) and must comply with ASME Section VIII and API standards
- Choosing the wrong valve type causes equipment damage, regulatory non-compliance, and safety hazards
Safety Valve vs. Relief Valve: Quick Comparison
| Feature | Safety Valve | Relief Valve |
|---|---|---|
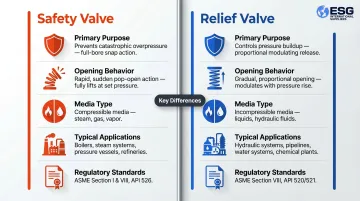
| Primary Purpose | Emergency overpressure protection | Operational pressure regulation |
| Opening Behavior | Sudden, full open ("pop action") | Gradual, proportional to pressure |
| Media Type | Compressible fluids (gas, steam, vapor) | Incompressible fluids (liquids) |
| Typical Applications | Boilers, pressure vessels, gas pipelines, compression stations | Hydraulic systems, liquid storage tanks, pump protection, process systems |
| Operating Conditions | Last-resort emergency discharge | Routine pressure control during normal operation |
| Regulatory Standards | ASME Section I (boilers), ASME Section VIII, API 520/521 | ASME Section VIII, API 520 (liquid service) |
The table above covers the two primary valve types — but a third hybrid category and several overlapping industry terms add complexity worth understanding.
Understanding Safety Relief Valves (SRVs)
A Safety Relief Valve (SRV) is a hybrid device that combines both pop-action and proportional response behaviors. It functions as either a safety valve or a relief valve, depending on the service media. SRVs are used in systems handling both gas and liquid, such as LPG vessels or dual-media pressure systems where the fluid phase may change during operation.
Terminology That Causes Confusion
These overlapping terms appear across industries:
- PRV (Pressure Relief Valve): Umbrella term covering all spring-loaded or pilot-operated overpressure protection devices
- PSV (Pressure Safety Valve): Oil & gas industry designation for safety valves with pop-action behavior
- SV (Safety Valve): Steam application terminology, particularly under ASME Section I
- PRD (Pressure Relief Device): The broadest category — includes both valves and rupture disks
Regardless of the label used, the right choice depends on your media type, operating conditions, and applicable code requirements — factors covered in detail throughout this guide.
What is a Safety Valve?
A safety valve is a fail-safe, emergency overpressure protection device that opens suddenly and fully ("pop action") the instant system pressure reaches a preset limit. This rapid full-open response is intentional — it discharges maximum flow capacity as quickly as possible to prevent catastrophic failure, not to regulate pressure incrementally.
How Safety Valves Work
Under normal conditions, a spring-loaded disc sits on the seat and keeps the valve closed. When pressure exceeds the set point, media contacts a larger disc surface area (the "lip" or huddling chamber), which amplifies force against the spring, causing the valve to snap open to roughly 60–100% of full capacity.
The huddling chamber creates a volume where rising fluid pressure acts on a much larger area of the disc shroud. Because force equals pressure multiplied by area, this sudden increase in exposed area overcompensates for the increasing spring force, triggering the pop-action response. Once pressure drops below the blowdown pressure (typically 4–7% below the set pressure), the valve reseats.
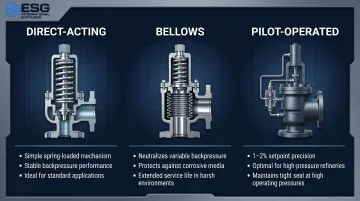
Three Main Safety Valve Subtypes
Direct-Acting: The simplest spring-loaded design, with the disc held closed by a compression spring. Adjustable or fixed setpoint; standard for stable backpressure environments.
Bellows: Uses a bellows element to neutralize outlet back pressure, protecting the spring and guiding surfaces from corrosive media. Common in systems with variable back pressure, such as flare headers.
Pilot-Operated: A small pilot valve controls the main valve, allowing setpoints within 1–2% of normal operating pressure. Used in high-pressure refineries and chemical plants to reduce valve chatter and improve precision.
Use Cases of Safety Valves
Safety valves are the standard in high-energy, explosive-risk applications:
- Steam boilers and power generation turbines, where pressure spikes risk vessel rupture
- Gas pipelines and compression stations in oil & gas transmission
- Reactors, distillation columns, and process vessels handling volatile gases
- Aerospace fuel and gas systems requiring immediate, precise pressure response
Practical Scenario:
In a steam boiler rated at 120 PSI maximum allowable working pressure (MAWP), if pressure climbs to 124 PSI (3% overpressure), the safety valve snaps fully open, rapidly venting steam to the atmosphere or a blowdown tank. This prevents the pressure vessel from exceeding its design limits and potentially rupturing. Once pressure drops back to 116 PSI (blowdown pressure), the valve reseats automatically.
ASME Section I mandates that safety valves on power boilers must reach full rated capacity at just 3% overpressure, with strict blowdown requirements. That narrow tolerance is what distinguishes safety valves from pressure relief valves — a distinction explored in the next section.
What is a Relief Valve?
A relief valve (also called a pressure relief valve or PRV in liquid service) is a pressure control device that opens proportionally to rising pressure — not all at once. It begins to crack open as pressure approaches the setpoint and reaches full open only when pressure hits the maximum set pressure, then gradually closes as pressure normalizes. The goal is operational: keep system pressure within safe limits without shutting down the process or causing hydraulic shock.
How Relief Valves Work
A relief valve has a simple disc that lifts off its seat in direct proportion to the force of the fluid beneath it. Unlike safety valves, there is no "lip" mechanism or huddling chamber to amplify force and trigger a snap-open. The relationship between pressure and valve opening is linear and modulating.
Because liquids are incompressible and do not expand, no expansive force assists in lifting the seat. The valve opens only as much as needed to release excess pressure, then closes smoothly when pressure normalizes.
Four Main Relief Valve Subtypes
Direct-Acting Relief Valve:
- Spring-loaded disc with adjustable setpoint
- Most common design
- Valve lift proportional to pressure increase
- Simple, reliable, cost-effective
Pilot-Operated Relief Valve:
- A remote pilot controls the main valve opening
- Reduces the gap between operating pressure and setpoint
- Minimizes "liquid hammer" effects with modulating pilot control
- Common in high-flow liquid systems
Remote-Controlled Relief Valve:
- A separate direct-acting valve adjusts the setpoint remotely via a connecting tube
- Allows setpoint changes without accessing the main valve
- Used in inaccessible or hazardous locations
Electric Relief Valve:
- Uses solenoid valves to redirect flow between relief valves
- Allows rapid electronic setpoint changes
- Integrates with control systems for automated pressure management
- Provides zero-leakage isolation when closed
Use Cases of Relief Valves
Relief valves dominate liquid-handling and low-explosive-risk systems:
- Protect hydraulic systems in construction and heavy machinery from mechanical shock and cylinder damage
- Guard liquid pipelines and storage tanks in oil & gas plants against pump deadhead and thermal expansion overpressure
- Prevent pump cavitation and piping stress in water supply systems
- Maintain precise pressure in reverse osmosis and fluid processing systems
- Shield mining equipment hydraulics — motors, cylinders, and hoses — from overpressure failure
Practical Scenario:
In a hydraulic system operating at 50 PSI, if a blockage causes pressure to rise to 55 PSI, the relief valve gradually opens to release excess fluid back to the reservoir, restoring system pressure to 50 PSI — without any operational disruption or water hammer. The proportional opening prevents the sudden pressure drop that would damage hydraulic components.
That kind of incremental damage adds up fast. Studies indicate 90%–95% of hydraulic failures stem from fluid contamination, aeration, and over-pressurization. Unchecked overpressure accelerates wear on pumps, motors, cylinders, and seals — and manufacturing downtime from these failures can run $50,000 to $200,000 per hour.

Safety Valve vs. Relief Valve: Which Is Right for Your System?
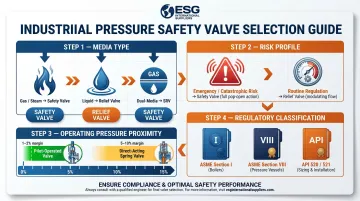
Choosing the correct valve type requires evaluating four critical factors:
1. Media Type
- Gas, steam, or vapor → Safety valve (pop-action)
- Liquid → Relief valve (proportional opening)
- Dual-media or flashing fluids → Safety Relief Valve (SRV)
2. Risk Profile
- Emergency/catastrophic failure risk (explosion, vessel rupture) → Safety valve
- Routine pressure regulation (normal operation, thermal expansion) → Relief valve
3. Operating Pressure Proximity
- Pilot-operated safety valves allow setpoints within 1–2% of operating pressure
- Direct-acting types need more margin (typically 5–10% above operating pressure)
- Consider how close your normal operating pressure is to MAWP
4. Regulatory Classification
- ASME Section I (Power Boilers) → Safety valve required, 3% overpressure limit
- ASME Section VIII (Pressure Vessels) → Safety valve for gas/steam, relief valve for liquids, 10% overpressure standard
- API 520/521 (Oil & Gas) → Governs PSV selection and sizing for refinery pressure vessels
Situational Recommendations
Choose a Safety Valve for:
- Boilers and steam systems
- Gas vessels and vapor systems
- Any application where overpressure could cause explosion or catastrophic rupture
- Systems governed by ASME Section I
Choose a Relief Valve for:
- Hydraulic circuits
- Liquid storage tanks
- Pump protection systems
- Process systems requiring controlled pressure regulation during normal operation
Choose a Safety Relief Valve (SRV) for:
- Systems handling both gas and liquid phases
- LPG and refrigeration systems
- Dual-media applications
- Systems where fluid phase may change during operation
The 3% MAWP Rule
Under ASME code, safety valves (PSVs) on boilers are limited to 3% overpressure above MAWP (Maximum Allowable Working Pressure). Standard pressure relief valves (PRVs) are not rated for these tighter limits and cannot be substituted in ASME-coded boiler applications.
Section VIII pressure vessels follow a different standard: 10% overpressure in non-fire scenarios and up to 21% in fire emergencies. Confirming which code governs your system before sizing any valve is a non-negotiable compliance step.
Industry-by-Industry Summary
Power Generation:
- Safety valves (PSVs) at high-risk pressure points (boiler drums, superheaters, turbine inlets)
- Relief valves on lower-risk liquid handling lines (feedwater, condensate, lube oil systems)
Oil & Gas Operations:
- Safety valves on separation vessels, gas compressors, and flare headers
- Relief valves on hydraulic control systems, liquid pipelines, and pump discharge lines
Mining and Construction:
- Primarily relief valves for hydraulic equipment (excavators, loaders, drills)
- Safety valves on compressed air systems
Aerospace and Medical Device Systems:
- Pilot-operated designs for both types, specified for minimal pressure deviation
- Critical applications with zero tolerance for overpressure excursions
If you're sourcing safety or relief valves for any of these industries, ESG International Suppliers can match you with the right specification — whether you're operating in power generation, oil & gas, mining, or construction across North and South America.
Conclusion
Safety valves and relief valves solve different problems. Safety valves are emergency protection devices for gas and steam systems; relief valves handle pressure regulation in liquid and process systems. The right choice depends on media type, operating conditions, risk profile, and applicable standards.
Specifying the wrong valve goes beyond equipment damage — it creates compliance gaps and direct safety hazards.
For teams in oil & gas, power generation, mining, or construction, specifying the correct valve is a foundational safety and operational efficiency decision. If your team is evaluating valve options for an upcoming project or system upgrade, ESG International Suppliers stocks both safety and relief valves across a range of specifications — contact their team for product guidance at support@esg_intl.com or 516-787-5679.
Frequently Asked Questions
Is a pressure relief valve the same as a safety valve?
No. While both are types of pressure relief devices, they are not the same. A safety valve opens instantly for emergency protection in gas/steam systems, while a relief valve opens gradually for pressure regulation in liquid systems. They are not interchangeable.
What is the difference between a pressure safety valve (PSV) and a pressure relief valve (PRV)?
PSV is the oil & gas industry term for a safety valve that provides emergency pop-action protection, while PRV refers to a proportional-opening device used for pressure control. Naming conventions differ by industry and standard (ASME vs. API), but the functional distinction holds across all of them.
What are the different types of pressure relief valves and safety valves?
For safety valves: direct-acting, bellows, and pilot-operated. For relief valves: direct-acting, pilot-operated, remote-controlled, and electric. Subtype selection turns on three factors: system pressure range, back pressure conditions, and how precisely the setpoint must be maintained.
What is the 3% rule for pressure relief valves?
Under ASME code, safety valves (PSVs) can be used at maximum overpressure values of 3% of MAWP (Maximum Allowable Working Pressure), while standard pressure relief valves (PRVs) are not permitted at these tight overpressure margins. This makes PSVs the required choice for many coded pressure vessel applications.
What is another name for a pressure relief valve?
Common alternative names include PRV (Pressure Relief Valve), PSV (Pressure Safety Valve) in oil & gas, SRV (Safety Relief Valve) for dual-function devices, SV (Safety Valve) in steam applications, and PRD (Pressure Relief Device) as the broadest category term.
What is the difference between a safety valve and a relief valve in marine systems?
In marine applications, safety valves are used on steam boilers, engine exhaust systems, and compressed gas vessels where explosive overpressure risk exists. Relief valves are used on hydraulic steering systems, fuel systems, and cooling circuits where gradual pressure regulation is needed. Marine standards such as IMO and class society rules govern which type is required.