Introduction
Ball valves are among the most critical flow control components in oil and gas infrastructure, covering everything from remote wellheads in harsh climates to sprawling refinery operations processing millions of barrels per day.
The stakes are high: the wrong valve selection or missed maintenance can mean production downtime costing hundreds of thousands of dollars per hour, fugitive hydrocarbon emissions that violate environmental regulations, or safety incidents in high-pressure systems.
What sets ball valves apart is their quarter-turn design—fast, reliable, and capable of delivering bubble-tight shutoff even under extreme pressures and temperatures. Yet not all ball valves are created equal. A floating ball valve suitable for a low-pressure utility line will cause premature seal failure if installed in a high-pressure trunnion application. A standard soft-seated valve will degrade rapidly in sour gas service unless specified with NACE-compliant materials.
This guide covers how ball valves work, the main types used across oil and gas operations, their applications in upstream, midstream, and downstream segments, key selection criteria including material compatibility and pressure ratings, and best practices for installation and maintenance to maximize service life and safety.
TLDR:
- Ball valves provide fast quarter-turn operation ideal for emergency shutdown and mainline isolation in oil and gas
- Trunnion-mounted designs handle high-pressure pipelines; floating types suit smaller, lower-pressure applications
- Full-bore valves are mandatory for pipeline pigging; reduced-bore offers cost savings for standard service
- Match materials to service: carbon steel for general use, duplex stainless for sour gas, metal seats for fire-safe service
- Procurement must meet API 6D, API 607/6FA, and ASME B16.34 standards — verify before specifying
How Ball Valves Work
The ball valve operates on a simple yet highly effective principle: a hollow spherical ball with a bore through its center rotates 90 degrees to align with (open) or block (close) the flow path. This quarter-turn action enables operators to achieve full shutoff or maximum flow in seconds—critical when every moment counts during an emergency shutdown scenario.
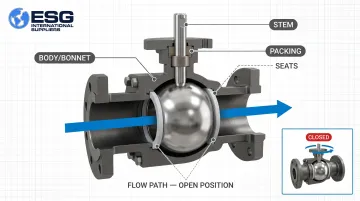
Five core components work together in every ball valve:
- Body and bonnet — the pressure-containing housing
- Ball — the rotating sphere that controls flow
- Seats — soft PTFE or metal seals that create shutoff against the ball
- Stem — transmits rotational force from the actuator or handle to the ball
- Packing — prevents fugitive emissions around the stem
The tight contact between ball and seat creates a reliable seal under pressure. How that seal forms depends on the valve's internal design. In floating ball designs, upstream line pressure pushes the ball against the downstream seat to enhance sealing. In trunnion-mounted valves, mechanical supports anchor the ball top and bottom, absorbing hydraulic thrust and reducing operating torque.
These design characteristics make ball valves especially well suited for oil and gas applications:
- Full-bore designs match the pipe's internal diameter, eliminating flow restriction when fully open
- Few moving parts and a self-cleaning rotation mechanism keep maintenance demands low
- Compatible with crude oil, natural gas, corrosive chemicals (H₂S, CO₂), multiphase flows, and temperatures ranging from cryogenic LNG to high-temperature steam
API 6D — the industry-standard specification for pipeline valves — requires that ball valves be rated according to ASME B16.34 pressure-temperature classes. These classes range from Class 150 (285 psig at standard temperatures) to Class 2500 (6,170 psig), with ratings clearly marked on the valve nameplate to ensure safe operation.
Types of Ball Valves Used in Oil and Gas
Structural type and flow geometry determine a valve's pressure limits, flow capacity, and fit for specific applications — from pipeline pigging to wellhead isolation. Here's how the main types compare.
Floating Ball Valves
In a floating ball valve, the ball is not rigidly fixed but held between two seats. Upstream pressure pushes the ball against the downstream seat to create a seal. This self-energizing design works well in smaller pipe sizes and lower-to-moderate pressure applications where the hydraulic forces remain manageable.
Typical use cases:
- Instrument isolation in control panels
- Smaller-diameter branch lines (2 inches and under)
- Low-pressure gas service where cost-effectiveness is a priority
- Utility and auxiliary systems
Floating designs offer simplicity and lower cost but have practical limits—at high pressures, excessive force can crush soft seats or create unacceptable operating torque.
Trunnion-Mounted Ball Valves
Trunnion-mounted valves anchor the ball at the top and bottom via mechanical supports (trunnions) and bearings. This design absorbs line pressure forces, preventing them from loading the seats excessively. The practical outcome is lower actuation torque, superior sealing at high pressures, and scalability to large pipeline diameters.
Advantages:
- Lower actuator costs due to reduced torque requirements
- Seats often feature automatic cavity pressure relief to prevent over-pressurization
- Preferred choice for ASME Class 900–2500 applications
- Widely specified for mainline transmission pipelines and high-pressure wellhead installations
For large-diameter (6 inches and above) and high-pressure (above 1,000 psig) pipeline applications, trunnion-mounted valves are the standard specification due to their mechanical robustness.
Full Port vs. Reduced Port Ball Valves
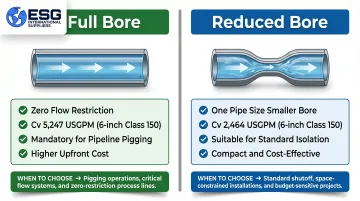
Full Port (Full Bore):
- Bore matches pipe internal diameter—zero flow restriction
- Minimal pressure drop maximizes flow capacity
- Mandatory for pipeline pigging operations (API 6D explicitly warns reduced-bore valves are unsuitable for intelligent pig passage)
- Example: A 6-inch Class 150 full-bore valve has a Cv of 5,247 USGPM
Reduced Port (Standard Bore):
- Smaller bore creates modest restriction—typically one pipe size smaller
- Slightly higher pressure drop but more compact and lower cost
- Suitable for most standard isolation service where pigging is not required
- Example: A 6-inch Class 150 reduced-bore valve has a Cv of 2,464 USGPM
When maximum flow and pig passage are non-negotiable, specify full-bore. For cost-sensitive applications where modest pressure drop is acceptable, reduced-bore delivers value.
Multi-Port Ball Valves
Multi-port configurations (3-way and 4-way) use L-port or T-port ball geometries to divert, mix, or bypass flow using a single valve body. This reduces component count, footprint, and potential leak points in complex systems.
Common applications:
- Well test manifolds routing multiple well streams to a single test unit
- Blending operations in refineries
- Bypass and sampling systems in gas processing plants
- Flow diversion in distribution terminals
In well test manifold configurations, for example, a single 3-way valve can eliminate two isolation valves and the associated spool piping — reducing both weld points and future maintenance access requirements.
Applications Across the Oil and Gas Value Chain
Ball valve specifications shift dramatically depending on whether they're deployed upstream in extreme-pressure wellheads, midstream in long-distance transmission, or downstream in corrosive refinery processes.
Upstream Operations
Wellhead isolation: Ball valves are integrated into Christmas tree assemblies and wellhead control systems to isolate production flow during drilling, completion, and workovers. Governed by API 6A (ISO 10423), these valves must deliver tight shutoff under well-bore pressures that can exceed 10,000 psig and temperatures above 300°F.
Subsea applications: In deepwater installations at depths exceeding 10,000 feet, ball valves face external hyperbaric pressures alongside internal pressures up to 15,000 psig. API 17D (ISO 13628-4) governs these specialized valves. Key requirements include:
- ROV-operable interfaces for remote actuation
- Redundant metal-to-metal sealing systems
- Extended service intervals, since subsea interventions cost millions and take weeks to complete

Midstream Operations
Pipeline transportation: Ball valves serve as mainline block valves, pig trap closures (launchers and receivers), and isolation valves in long-distance crude oil and natural gas transmission lines. API 6D is the procurement baseline here. Full-bore designs are mandatory between pig barrels and pipelines to allow passage of cleaning and inspection tools. Quick shutoff capability is essential for operational integrity and emergency response—industry safety guidelines specify that emergency isolation valves should close within five seconds to effectively contain pool fires or gas releases following pipeline ruptures.
Gas processing plants: Ball valves regulate flow through separation, dehydration, and sweetening processes. Resistance to sour gas (H₂S) and precise flow control are key. NACE MR0175/ISO 15156 compliance is mandatory—this standard imposes strict hardness limits (maximum 22 HRC for carbon steels) to prevent sulfide stress cracking.
Downstream Operations
Refinery applications: Ball valves control flow of crude oil and refined products through distillation, cracking, blending, and heat exchange processes. Fire-safe designs tested to API 607 or API 6FA standards are required. These tests expose valves to 750°C–1000°C flames for 30 minutes, verifying pressure containment even after soft seat failure.
Storage and distribution: Ball valves manage flow into and out of storage tanks, loading racks, and petrochemical distribution systems. Tight shutoff and long service life minimize risk of product loss or environmental incidents. Bubble-tight sealing performance (API 598 Rate A) is standard.
Each segment of the value chain presents its own pressure ratings, material requirements, and compliance standards — which is why selecting the right ball valve specification from the outset matters as much as the valve itself.
Key Advantages of Ball Valves in Oil and Gas
Operational Speed and Safety
The quarter-turn design provides inherently fast operation, making ball valves ideal for Emergency Shutdown Valves (ESDV). In the event of a pipeline rupture, fire, or hazardous gas release, rapid isolation is critical for incident containment. Research on emergency response shows that valve closure within five seconds dramatically reduces the consequences of hydrocarbon releases, potentially preventing catastrophic pool fires and limiting environmental damage.
Tight Shutoff and Low Fugitive Emissions
Ball valves provide bubble-tight sealing that prevents hydrocarbon leakage—a regulatory and environmental imperative. Metal-seated and fire-safe designs add a secondary seal in the event of soft seat failure during a fire, maintaining pressure containment when it matters most.
Fugitive emissions compliance standards:
- API 641 requires 610 mechanical cycles and 3 thermal cycles with maximum methane leakage of 100 ppmv
- ISO 15848-1 classifies valves by tightness class, with stringent Class AH requiring helium leak testing
- EPA Method 21 governs Leak Detection and Repair (LDAR) programs
Operators increasingly specify low-emission certified packing to meet tightening regulatory requirements and corporate ESG commitments.
Versatility and Automation Compatibility
Ball valves adapt readily to pneumatic, electric, or hydraulic actuators for remote operation and integration with SCADA (Supervisory Control and Data Acquisition) systems. Digital field management and IIoT-enabled infrastructure have made automated ball valves with position feedback and diagnostic capabilities a practical requirement in new installations. Key operational benefits include:
- Remote emergency shutdown execution without field personnel intervention
- Predictive maintenance driven by real-time valve health monitoring
- Centralized control across expansive pipeline networks
How to Select the Right Ball Valve for Oil and Gas
Selecting the right ball valve means matching specifications to service conditions across materials, pressure-temperature ratings, flow requirements, standards compliance, and physical configuration. Getting any one of these wrong introduces failure risk — here's how to evaluate each.
Material Compatibility
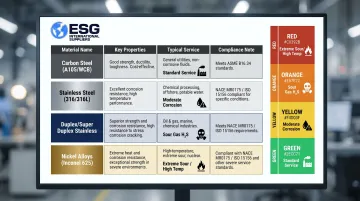
Body and seat materials must be matched to the service medium and environmental conditions:
Body materials:
- Carbon steel (A105, WCB) — general hydrocarbon service, cost-effective baseline
- Stainless steel (316, 316L) — corrosion resistance for refined products and chemical service
- Duplex/super duplex stainless — corrosive or sour gas (H₂S) environments; NACE MR0175 requires solution annealing, 35-65% ferrite content, and maximum 36 HRC hardness
- Nickel alloys (Inconel 625) — extreme sour service with high H₂S and high temperature
Seat materials:
- PTFE or reinforced PTFE — chemical resistance, self-lubricating, suitable for temperatures up to 450°F
- Metal seats (hard-faced) — high-temperature service above 450°F, fire-safe applications, abrasive service
Pressure and Temperature Ratings
Verify the valve's pressure-temperature (P-T) rating matches the maximum allowable operating pressure (MAOP) and temperature extremes of the application. ASME B16.34 establishes rating classes:
| ASME Class | Max Pressure (A105 at 100°F) | Typical Application |
|---|---|---|
| Class 150 | 285 psig | Low-pressure gathering, utility |
| Class 600 | 1,480 psig | Midstream transmission, processing |
| Class 1500 | 3,705 psig | High-pressure injection, deepwater |
| Class 2500 | 6,170 psig | Extreme high-pressure wellhead/subsea |
API 6D requires these ratings be permanently marked on the valve nameplate.
Port Size and Flow Requirements
Calculate the required flow coefficient (Cv) to match valve bore to pipeline flow rate and acceptable pressure drop. The required flow coefficient uses this formula:
Q = Cv × √(ΔP / SG)
Where Q = flow rate (GPM), ΔP = pressure drop (psi), SG = specific gravity
When to specify full port:
- Pipeline pigging operations (mandatory per API 6D)
- High-flow-rate service where pressure drop must be minimized
- Custody transfer metering runs requiring predictable flow profiles
Industry Standards and Certifications
These standards represent the minimum compliance baseline for procurement:
API 6D — specification for pipeline valves covering design, materials, welding, and pressure testing API 607 — fire testing of quarter-turn valves with soft seats API 6FA — fire testing for metal-seated pipeline valves ASME B16.34 — pressure-temperature ratings for valve components
For sour gas service, add NACE MR0175/ISO 15156 to ensure materials prevent sulfide stress cracking.
End Connections and Operational Environment
Connection type and body style must also align with the relevant standards above — a Class 1500 butt-welded valve, for instance, requires weld procedure qualification under ASME B31.4 or B31.8.
End connections:
- Flanged — most common in oil and gas, allows for removal and maintenance
- Butt-welded — permanent, high-integrity installations where leakage risk must be minimized
- Threaded — smaller sizes, lower-pressure service, utility applications
Body style:
- Top-entry — bonnet removes for in-line maintenance without pipeline removal — higher upfront cost, lower downtime
- Side-entry (split body) — two- or three-piece bolted design; requires pipeline removal for internal service; lower cost
ESG International Suppliers stocks ball valves across carbon steel, stainless, duplex, and nickel alloy bodies in pressure classes from 150 through 2500, with flanged, butt-welded, and threaded end connections for upstream, midstream, and downstream applications.
Best Practices for Installation and Maintenance
Proper installation and proactive maintenance extend valve service life, prevent fugitive emissions, and reduce the risk of costly failures.
Installation Guidelines
Flow direction: Most ball valves are bidirectional, but always verify manufacturer specifications; some unidirectional designs require specific orientation for proper seat sealing.
Flange torquing: Torque flange bolts per ASME standards using a cross-pattern sequence to ensure even gasket compression and prevent body distortion.
Pipeline flushing: Before valve installation, flush pipelines thoroughly to remove weld slag, sand, dirt, and debris. Foreign objects will damage soft seat materials and metal seating surfaces when the ball is cycled, creating leak paths that compromise shutoff performance.
Routine Inspection and Testing
Key maintenance checks:
- Verify stem packing integrity to prevent fugitive emissions; visible leakage or increased tightness both indicate packing degradation
- Inspect seat seals for wear, chemical degradation, or mechanical damage
- Check actuator operation and verify breakaway torque remains within specifications — API 6D requires functional testing to confirm actuators can overcome operational friction
- Perform periodic leak tests per API 598 to confirm shutoff performance (zero visible leakage for soft-seated valves)

Lubrication and Service Life Considerations
Ball valves are designed to operate without lubrication under normal conditions; PTFE seats are inherently low-friction. If minor seat damage occurs from debris, operators can inject light synthetic valve lubricants through seat injection fittings to restore bubble-tight sealing.
Metal-seated valves may require periodic lubrication depending on the hard-facing material and cycle frequency. Always follow manufacturer guidance: the wrong lubricant can damage soft seats or compromise the seal.
Warning signs of valve degradation:
- Increased operating torque (indicating bearing wear, seat damage, or debris accumulation)
- Visible stem/packing leakage (seal failure requiring immediate attention)
- Through-seat leakage (seat wear or ball surface damage)
- Actuator struggle or failure to achieve full stroke
Address these indicators during scheduled maintenance windows. Planned valve replacement or repair typically takes hours; a failure-driven shutdown in an oil and gas application can take days and trigger regulatory scrutiny.
Frequently Asked Questions
Which valves are used in the oil and gas industry?
The most common types in oil and gas are ball, gate, globe, butterfly, check, and plug valves, as defined by API 6D. Ball valves rank among the most widely used for their fast quarter-turn operation, tight shutoff, and versatility across upstream, midstream, and downstream applications.
What is the use of ball valve in oil and gas industry?
Ball valves handle on/off flow isolation, block-and-bleed service, emergency shutdowns, wellhead control in Christmas tree assemblies, and process regulation across all oil and gas segments. Their rapid actuation and bubble-tight sealing make them critical safety devices in hazardous hydrocarbon service.
Can you use a regular ball valve for gas?
Standard ball valves are not always rated for combustible gas service. Gas applications typically require specific approvals such as CSA 3.16 for natural gas shut-off service, along with appropriate seat materials and fire-safe design features. Always verify the valve's pressure rating, temperature capability, and certification match the application before installation.
What are the 4 types of ball valves?
The four primary types relevant to oil and gas are floating ball (lower-pressure service), trunnion-mounted ball (high-pressure, large-diameter lines), full bore (unrestricted flow for pigging), and reduced bore (compact standard isolation). Multi-port configurations such as 3-way and 4-way valves are also common in process and distribution systems.
Can you lubricate ball valves?
PTFE-seated ball valves are generally self-lubricating and need no added lubrication. Metal-seated and high-cycle valves may have injection fittings for sealant to restore sealing after wear, but using the wrong lubricant can damage soft seats or compromise the seal. Always follow manufacturer guidance and use only specified products.